


Homopolar generator (HPG) pulsed power systems have been workhorse facilities in the pulsed power community. An HPG stores the energy at low power over a longer time interval and then delivers very high power over a short time as shown in Figure 1:
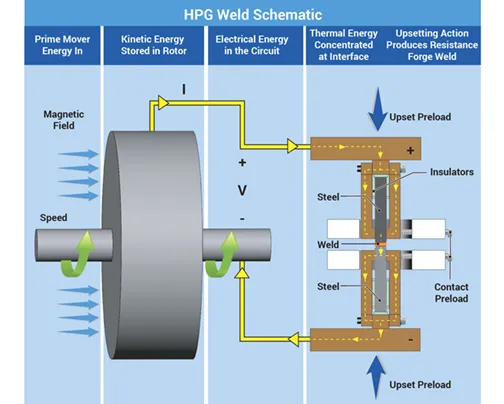
Figure 1: Welding Application: Homopolar operational timeline and power levels
There are both commercial and Federal Government applications for the technology. In applications where stick welding is altering the chemistry of the Heat Affected Zone due to long time at temperature, the short welding time of the HPG process alleviates this problem. As infrastructure upgrades become increasingly necessary, for instance renovating existing or building new rail lines, HPG welding can save considerable operational costs for these projects. With the extensive number of hydraulic fracturing pipelines being installed to transport shale oil and gas, the HPG process readily transitions to the field and in-situ welding of these pipelines is feasible. The HPG has also been used to sinter metal powders. Xray targets in CT scanners are made from sintered molybdenum and tungsten. The ability to sinter these metals has already been demonstrated with pulsed compaction. An inexpensive generator could have a large role to play in this medical field. In the case of transporting nuclear waste, spent fuel rods must first be welded inside very robust containment. The HPG could be part of a welding robot that accomplishes this task without exposing personnel to the radiation. These are just a few of the applications envisioned for a commercially viable HPG system.
Homopolar pulsed power systems have not transitioned to the commercial market due to machine cost and it is unfortunate that the applications listed here, along with many more yet to be explored, are not advancing. Through support of the Department of Transportation (DOT), CEM engineers were able to explore the design of a low cost HPG system that utilizes technology developments in rotating machinery discovered over the last 30 years that now make the machine commercial viable. Some of the areas explored included ceramic rolling element bearings to replace hydrostatic bearings, commercial electrical brush mechanisms to replace special purpose brushes, variable speed low inertia induction motors to spin the generator as opposed to a high pressure hydraulic motor, complete elimination of high pressure hydraulic auxiliary systems, and use of special purpose bus bars with cross section to react forces.
The current application for the technology steel bridge fabrication has changed little since the 1950s when welding steel began. One of the most time consuming welds to make in bridge fabrication are butt splices between standard mill plates to create plates longer than the steel mill can deliver. The objective of this program is to conduct a feasibility study to explore and identify innovative welding process variables and/or consumables for application to High Performance Steel, HPS, target cross section 3” x 30”. A subscale HPG, shown in Figure 2, is being fabricated to produce weld coupons for to certify the HPG welding process.
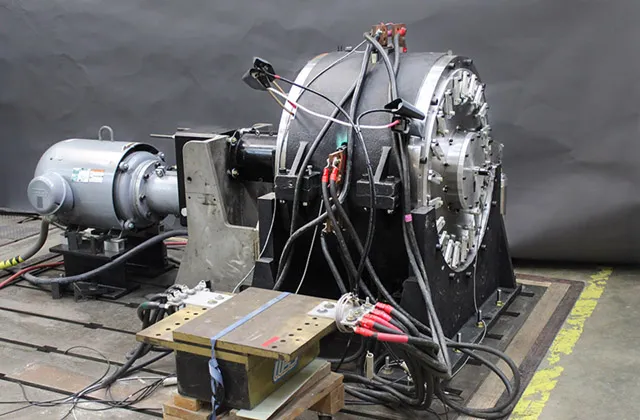
Figure 2: Subscale HPG machine
The HPG welding process is very flexible, as its stored energy is proportional to the moment of inertia of rotor and rotor speed squared, by changing the rotor speed a family of welds is possible.
The subscale HPG is currently in the detailed design phase and final assembly and testing is anticipated to be completed Summer 2016. In the next phase of the program a fixture capable of welding 3” x 4” specimens will be assembled and mated to the HPG. From these blocks coupons for Charpy impact, tensile testing and fatigue will be extracted for evaluation by the DOT as the first step toward certification of the weld specimens. From there other applications similar to those reviewed in the prior section will be pursued. At this design stage, the HPG cost reduction is estimated to be 60% over previous application designs.
Contact

Mr. Jon Hahne
j.hahne@cem.utexas.edu
512-232-1610
Projects
Super Conducting Motor
The goal of this project is to provide a more efficient and cost effective generator design that enables wind power generation to make more of an impact in the ever-growing global demand for electrical power.

HPG for Bridge Weldments
UT-CEM is subcontracting to KAI to support the design, material procurement and fabrication of a subscale HPG.

ONR CHPS
Integration of high energy, high power mission systems onto future ships is currently being explored by the Navy research and development community.
